Industrial automation has been a fundamental pillar in modernizing production processes, providing efficiency, precision, and cost reduction. Within this context, object counting emerges as a crucial application, allowing precise monitoring and control of items on production lines. The integration of specialized cameras and computer vision systems has revolutionized this practice, offering advanced solutions for modern industry.
The Importance of Object Counting in Industrial Automation
Accurate object counting is vital for various industrial operations, including quality control, inventory management, and process optimization. Counting errors can result in waste, rework, and customer dissatisfaction. Therefore, implementing automated counting systems is essential to ensure efficiency and competitiveness in the market.
Technologies Involved in Automated Counting
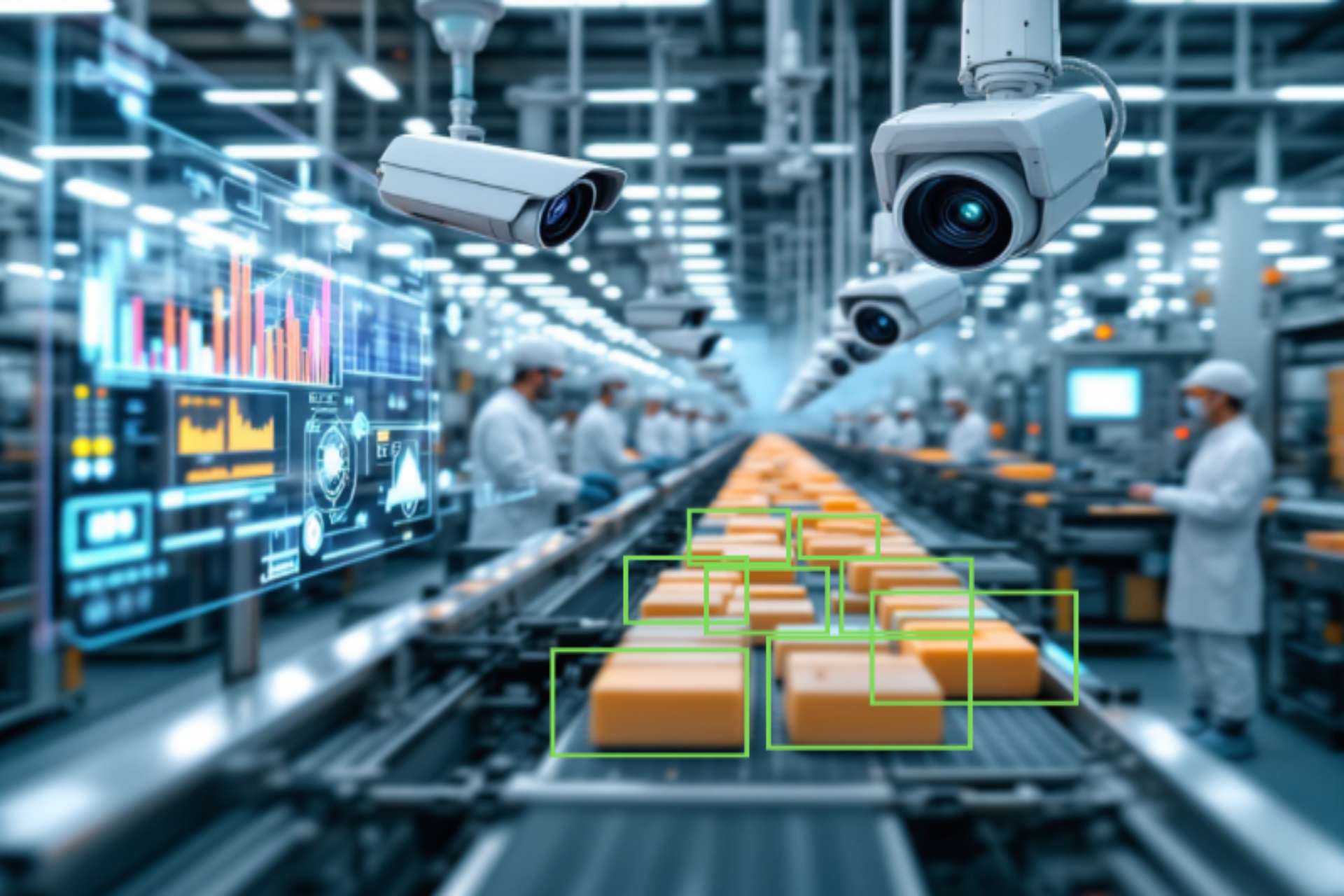
Automated object counting utilizes technologies such as machine vision cameras, sensors, and computer vision algorithms. These systems capture images of moving objects and process the data to identify and quantify items with high precision. The integration of artificial intelligence (AI) further enhances the capabilities of these systems, allowing adaptation to different scenarios and continuous performance improvement.
Benefits of Using Cameras in Object Counting
The adoption of cameras for object counting in industrial automation offers several benefits:
Increased Efficiency: Automation reduces the time required to perform tasks, eliminating bottlenecks and resulting in faster and more efficient production.
Precision and Consistency: Computer vision systems ensure that each product meets quality standards, reducing unwanted variations.
Cost Reduction: The ability to quickly identify and correct problems decreases waste and maintenance costs.
Improved Safety: Automating high-risk tasks and constant monitoring promote a safer environment for workers and equipment.
In addition to the benefits already mentioned, implementing automated object counting systems also significantly contributes to reducing variability in industrial processes. By ensuring accurate and consistent counting, these systems minimize human errors and ensure that each production stage maintains uniform quality standards. This is particularly relevant in sectors such as automotive, pharmaceutical, and food, where precision is crucial for customer safety and satisfaction. Furthermore, counting automation frees operators to focus on more complex tasks, promoting a more efficient and innovative work environment.
Case Studies and Evidence of Benefits
Recent research demonstrates the effectiveness of automated object counting. A study published on arXiv proposed the use of event cameras to count fast-moving objects, such as falling corn kernels. The results confirmed the validity of using these cameras to count small, fast-moving objects, highlighting their potential in various industrial applications.
Another study developed at the Federal University of Technology – Paraná (UTFPR) presented a computer vision system capable of quantifying objects on a conveyor belt. The system demonstrated efficiency in counting objects with capture speeds of up to 30 frames per second, suggesting a viable alternative to traditional electromechanical methods, with the potential to increase productivity and reduce maintenance needs.
Challenges and Considerations in Implementation
Despite the benefits, implementing automated counting systems presents challenges, such as the need for precise calibration, adaptation to different types of objects, and variable environmental conditions. Additionally, integration with existing systems and adequate operator training are crucial factors for successful implementation.
Conclusion
Object counting through cameras and computer vision systems represents a significant advancement in industrial automation. The benefits in terms of efficiency, precision, cost reduction, and improved safety are evident, as demonstrated by studies and practical applications. As technology continues to evolve, these solutions are expected to become even more accessible and adaptable, driving the industry toward increasingly intelligent and efficient production processes.